AlertX
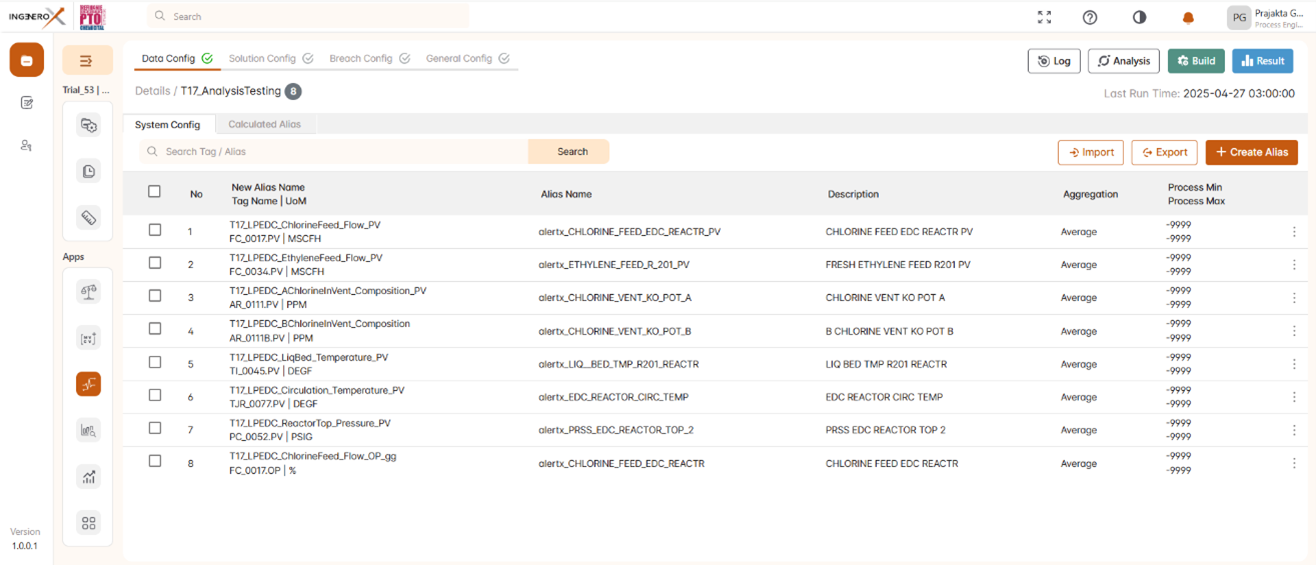
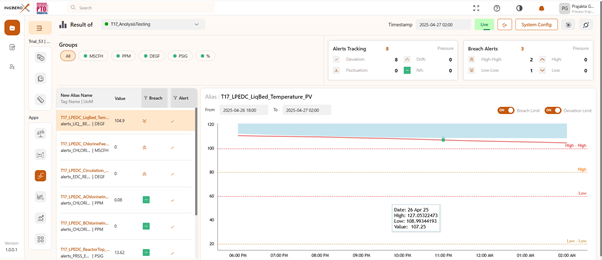
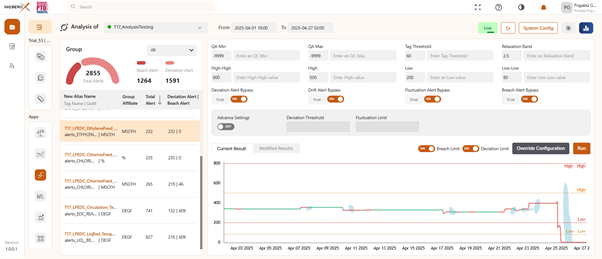
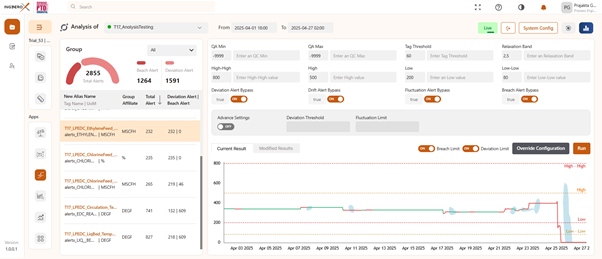
Tired of overwhelming alarms? AlertX filters the noise. AlertX’s intelligent monitoring catches equipment anomalies such as gradual drifts, short spikes, and abnormal trends in real-time by tracking live process data using AI/ML algorithms for rotating equipment and process units across refineries, petrochemical plants, and power facilities. This platform has capability to scan thousands of equipment tags and catches performance deviations in critical assets. Most plants struggle with reactive maintenance and generic alarms. AlertX addresses this with intelligent filtering, contextual alerts, and engineer-tunable thresholds. It enables early fault detection in compressors, heat exchangers, and reactors—minimizing unplanned shutdowns, improving safety, and driving predictive maintenance at scale.